当谈及激光锡膏焊接,你的脑海里是否会立刻浮现出“精密”、“高效”、“非接触”这些关键词?没错,这些都是它广为人知的标签。但网络上绝大多数文章,也仅仅止步于此。今天,我们不炒冷饭,不重复那些泛泛而谈的优点。让我们随着紫宸激光焊锡应用专家潜入微观世界,揭开激光锡焊技术的神秘面纱,看它如何通过对光与热的极致控制,完成一场令人惊叹的精密制造艺术。
误解:激光焊只是“用光把锡熔化”?
这是一种普遍的认知误区。如果只是简单熔化,那我们与传统的烙铁有何本质区别?激光锡焊的真正核心,在于其对能量输入瞬时性与区域性的完美掌控,这是一场在毫秒级尺度内完成的“加热-熔化-冷却”精密化学反应。而这一剧场的两位主角,便是 “光”(激光) 与 “热”(能量)。
第一幕:能量控制的“微操作艺术”
传统回流焊像一个大烤箱,将整个PCB板和元件均匀加热。这好比 “桑拿”——整体升温,难免会热到一些不该热的地方。而激光锡焊,则像一位经验丰富的针灸师,能够将能量精准地施加在需要治疗的“穴位”——也就是焊点上。这依赖于对四个核心参数的精密协同:
激光功率: 能量的“强度”。功率过高,会导致锡膏飞溅、元件烧损;功率过低,则熔化不充分,形成冷焊。
光斑大小: 能量的“作用范围”。光斑可精确调整至与焊盘同尺寸,确保热量只作用于目标区域,绝不“伤及无辜”。
扫描速度: 能量的“作用时间”。速度决定了激光与锡膏的接触时间,直接影响升温速率和冷却速率。
连续模式: 能量的“输出节奏”。连续式的激光能提供间歇式的能量冲击,非常适合防止热敏感元件过热,并为助焊剂活化、气体逸出提供时间窗口。

这四者的协同,为PCB电子行业有效解决了微焊点的焊接生产。为更多的异形焊盘、微小空间的焊点提供了可行的焊接思路。
第二幕:微观热场——看不见的“温度结界”
为什么激光焊对周围元件的热影响可以忽略不计?答案藏在热影响区的微观世界里。
我们通过热模拟分析软件,可以直观地看到这场舞蹈的温度场。
如上图所示,激光能量被锡膏和焊盘表面迅速吸收,在毫秒级时间内,焊点中心温度飙升至熔点以上。但由于作用时间极短,热量还来不及通过传导和辐射大规模扩散,就已经停止了能量输入。
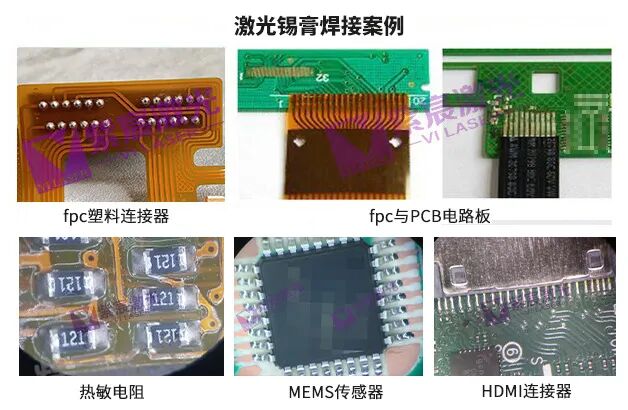
这就形成了一道清晰的 “温度结界” :焊点中心是熔融状态,而仅几十到几百微米之外的元件本体、塑料连接器或薄型PCB基板,依然处于安全温度之内。这种能力,是拯救MEMS传感器、01005超微型元件、柔性电路板(FPC) 等热敏感器件的关键。
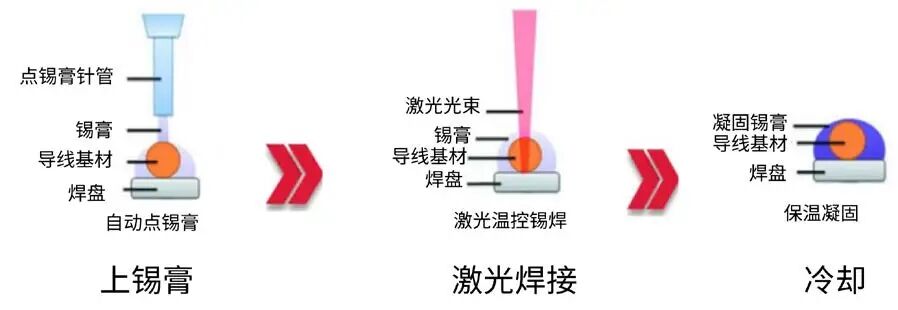
第三幕:锡膏的“化学反应”——不止是熔化
在激光的瞬间高温下,锡膏经历的并非简单的“固态-液态”相变。这是一场激烈的微观化学反应:
助焊剂的“巅峰时刻”: 专门为激光焊接设计的锡膏,其助焊剂配方能在激光照射的瞬间被快速激活,达到最佳活化温度,有效地去除焊盘氧化层,为焊接做好准备。
飞溅与气孔的“防控战”: 激光加热过快,如果锡膏中的溶剂或水分挥发不及,就会导致锡珠飞溅;如果气体被困在熔融焊料内,就会形成气孔。优秀的激光焊接工艺,必须通过调整激光波形(如斜坡升温) 和 使用特定合金成分与颗粒度的锡膏,为气体逸出留出通道,从而获得饱满、光亮、无缺陷的焊点。

结语:从“工具”到“工艺”的认知飞跃
当我们谈论激光锡膏焊接时,我们不应再仅仅把它看作一台更“高级”的设备,而应将其理解为一套基于深度物理和化学原理的精密工艺体系。
它的核心竞争力,不在于那束激光本身,而在于我们对其背后 “光”与“热”共舞规律的理解与驾驭。只有深入这场舞蹈的每一个节拍,才能真正释放激光锡焊在高端制造领域的全部潜力,在微米的世界里,游刃有余。
- 随机文章
- 热门文章
- 热评文章
- 中研股份今日申购 吉林省迎年内首家A股IPO公司
- 配置更高 动力更强!2024款奥迪Q4 e-tron发布:售41.2万起
- 直面硬刚宏光MINI EV:新款奇瑞小蚂蚁正式上市 售7.79万起
- 极越01上市 极越CEO:不要怕别人骂 当你骂我我就成功了
- 仅需9.98万元 蓝电E5正式开启限时优惠
- 22万起售:“最美比亚迪”宋L开卖17天累计订单超1.1万辆
- 德才股份取得水洗砂墙面修复专利,可最大限度修缮还原传统工艺的原貌
- 科赴持续加码中国市场

